L’acqua è una risorsa fondamentale per la vita e per l’industria, utilizzata in numerosi processi produttivi. Di conseguenza la crescente scarsità idrica impone soluzioni più efficienti per il trattamento e il riutilizzo delle acque reflue.
I sistemi MBR (Membrane BioReactor) rappresentano una soluzione avanzata, che combina il trattamento biologico con la filtrazione a membrana. Questa tecnologia consente di ottenere acque trattate di alta qualità, riducendo gli sprechi e l’impatto ambientale.
Elevata qualità dell’acqua trattata
Le membrane a ultrafiltrazione rimuovono solidi sospesi, batteri, virus e altri contaminanti, garantendo un’acqua più pura rispetto ai trattamenti biologici convenzionali.
Maggiore efficienza rispetto ai sistemi tradizionali
MBR garantisce una maggiore capacità di abbattimento degli inquinanti, con tempi di ritenzione più brevi e prestazioni più costanti.
Riduzione dell’impatto ambientale e dei costi operativi
Il riutilizzo delle acque reflue permette di ridurre il prelievo da fonti naturali, con un impatto positivo sulla sostenibilità aziendale.
Elevata capacità di rimozione degli inquinanti complessi
L'MBR, in combinazione con la tecnologia proprietaria EOX e il Nitro-Denitro, consente un abbattimento efficace delle sostanze refrattarie e poco biodegradabili.
Flessibilità e modularità per diverse applicazioni
Dall’industria alimentare e farmaceutica ai processi chimici e al trattamento delle acque reflue municipali, il sistema MBR si adatta a molteplici esigenze.
Identifica la soluzione più adatta alle tue esigenze
Scopri come un impianto pilota contribuisce alla riduzione del rischio identificando la soluzione perfetta.
MBR con EOX: risultati ottenuti e performance ambientali
Le nostre più recenti applicazioni hanno confermato l’affidabilità della tecnologia MBR nel trattamento di acque reflue industriali complesse, in particolare quando integrata con la nostra tecnologia proprietaria EOX. I risultati ottenuti dimostrano:

Rimozione del COD - L’integrazione del sistema MBR aumenta l'efficacia della tecnologia EOX, portando il tasso di abbattimento del COD > 95%.
Eliminazione dell’azoto - Grazie al processo Nitro-Denitro, la combinazione MBR + EOX garantisce rese di abbattimento elevate anche in condizioni di carico discontinuo.
Eliminazione di microinquinanti - Tensioattivi, PCB, solventi aromatici e altri contaminanti vengono efficacemente rimossi grazie alla tecnologia combinata.






Applicazioni pratiche della tecnologia MBR
Riutilizzo delle acque reflue di processo
Riduzione dello spazio e dei chemicals necessari per il trattamento
Reflui con sostanze refrattarie
Necessità di acque finali trattate di alta qualità
Ambiti che richiedono una semplificazione della gestione delle acque di depurazione
Partner tecnologico di WTA Unisol
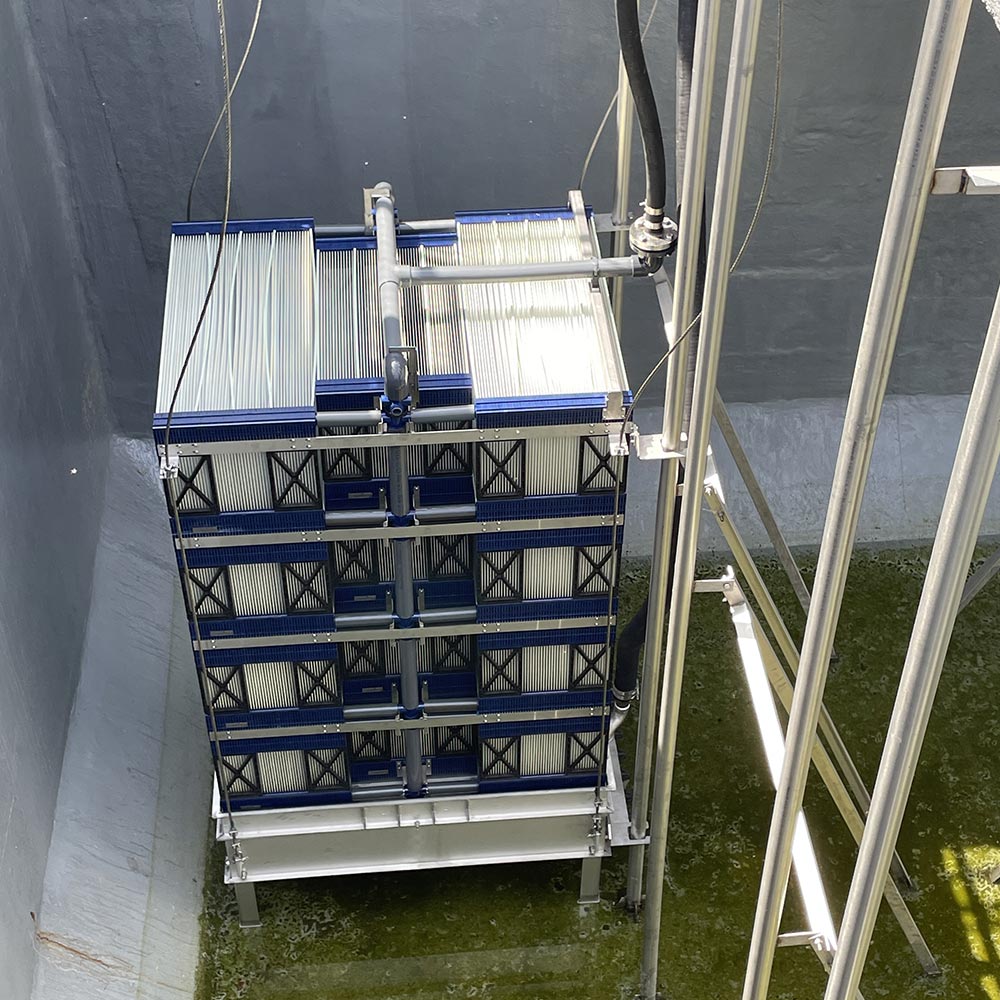
Ingegnerizziamo e realizziamo sistemi MBR completi utilizzando moduli di ultrafiltrazione WTA Unisol.
La collaborazione instaurata tra i due team permette di sviluppare moduli customizzati secondo le necessità del cliente finale.







FAQ
Le tecnologie MBR offrono un'effluente di qualità superiore grazie alla capacità delle membrane di rimuovere batteri, virus, microplastiche e persino materiale genetico di germi antibiotico-resistenti.
I moduli MBR garantiscono ottimi risultati in uno spazio ridotto, grazie al loro design compatto e all'elevata concentrazione di sostanza secca gestibile.
La modularità e la facilità di sostituzione delle nostre membrane MBR riducono al minimo i costi di manutenzione. Inoltre, permettono di aggiornare impianti esistenti con facilità.
Le tecnologie MBR sono particolarmente adatte per il riutilizzo dell'acqua grazie alla loro capacità di rimuovere contaminanti specifici. Questo le rende perfette per il riciclo delle acque reflue in settori industriali.